Китайские сухие мельницы: технологии?
2026-01-25
Когда слышишь ?китайские сухие мельницы?, первая мысль у многих — ?дешево и сердито?. Но за этой расхожей фразой скрывается целый спектр решений, от откровенного хлама до машин, которые не стыдно поставить в серьезный проект. Сам через это проходил, выбирая оборудование для переработки полевого шпата в Казахстане. Главный вопрос, который тогда крутился в голове и который, по сути, является ключевым: где проходит грань между простым копированием и реальной, рабочей технологией?
Откуда растут ноги: эволюция или копипаст?
Если взглянуть на рынок лет десять назад, картина была довольно однообразная. Брали чертежи старых советских или ранних европейских моделей шаровых мельниц, упрощали конструкцию до предела — чтобы дешевле в производстве — и штамповали тысячами. Сухой помол? Да пожалуйста. Но часто это была та же мельница мокрого помола, просто без подачи воды. Звучит абсурдно, но такие случаи были. Проблемы с перегревом, забиванием материала, дикой пыльностью и неравномерностью помола были нормой. Технологией это можно было назвать с большой натяжкой.
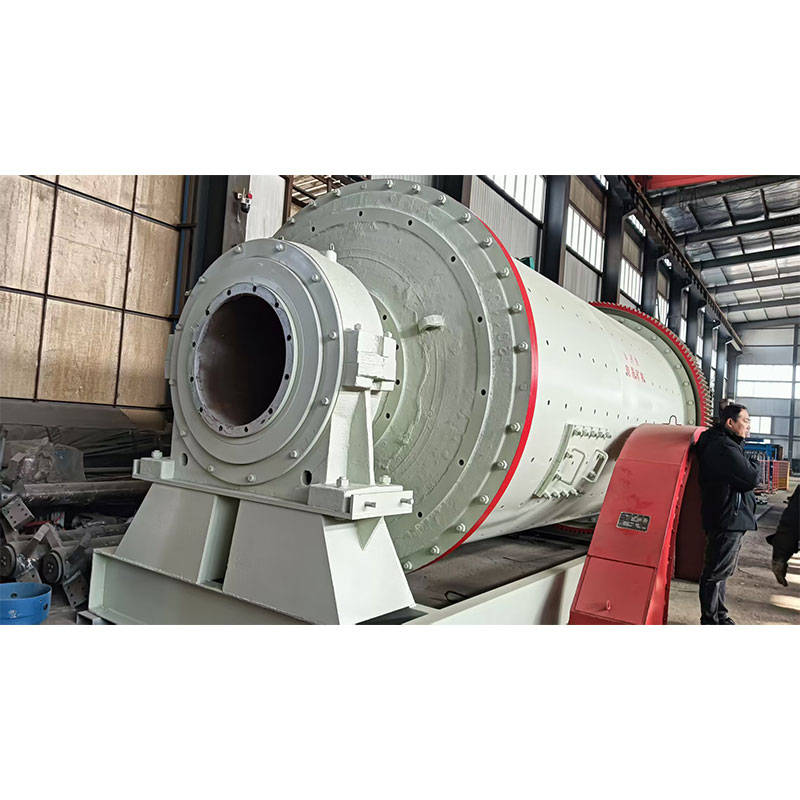
Сейчас ситуация изменилась, но не везде. Есть гиганты вроде CITIC Heavy Industries, которые давно ведут собственную разработку, их мельницы самоизмельчения (AG/SAG) и шаровые — серьезные машины. Но я сейчас больше про сегмент средних и относительно компактных сухих мельниц, тех самых, которые востребованы на небольших месторождениях нерудных материалов, в производстве строительных смесей, порошков для керамики. Вот тут и начинается самое интересное.
На мой взгляд, сдвиг начался, когда китайские инженеры перестали просто копировать форму, а занялись материалами и кинематикой. Не скажу, что это повсеместно, но на передовых заводах это чувствуется. Взять, к примеру, футеровку. Раньше ставили стальную 110Г13Л (аналог нашей стали Гадфильда). Служит недолго, шум дикий. Сейчас все чаще предлагают комбинированную: ударные элементы — из высокохромового чугуна, а на остальных участках — резину специального состава. Это уже не слепое копирование, это адаптация под задачу сухого помола, где абразивный износ и ударные нагрузки идут в комплекте.
Дьявол в деталях: система сепарации и пылеулавливания
Вот здесь, пожалуй, самый большой разброс по качеству. Сухой помол без грамотной системы сепарации — это выбрасывание денег на ветер в прямом смысле. Многие поставщики присылают коммерческие предложения, где красиво нарисована мельница, а к ней ?прилагается? циклон и рукавный фильтр. Типа, всё есть. Но когда начинаешь копать в спецификацию…
Однажды столкнулся с ситуацией на объекте заказчика. Поставили сухую шаровую мельницу с так называемым ?динамическим сепаратором?. По паспорту — тонкость помола до 4000 по Блейну. На деле получали максимум 2800, да еще и с огромным перерасходом электроэнергии. Почему? Оказалось, сепаратор был примитивной конструкции с низкой эффективностью классификации, лопатки не регулировались, и большая часть уже готового мелкого продукта возвращалась в мельницу, вызывая переизмельчение и ?замазывание? мелющих тел. Пришлось вмешиваться и ставить нормальный сепаратор от того же ООО Шаньдун Цянь Шэн Горнодобывающее Оборудование. Они, кстати, базируются в ?Золотой столице Китая? — Чжаоюане, и их специализация на горном оборудовании чувствуется в подходе к таким узлам. Не просто продать агрегат, а чтобы он работал.
С пылеулавливанием та же история. Дешевые рукавные фильтры с автоматической продувкой сжатым воздухом — это must have. Но часто экономят на ткани фильтров (ставят не PTFE мембрану, а что-то попроще), на системе подачи воздуха (давление нестабильное), и фильтр быстро теряет эффективность. Помню, на одном из цементных мини-заводов в Узбекистане из-за этого цех стоял в постоянной дымке. Решение было не в замене фильтра целиком, а в доработке системы импульсной продувки. Китайские инженеры с завода-изготовителя приехали, неделю возились, подобрали другой режим. Это и есть тот самый переход от продажи железа к продаже технологии — пусть и в виде сервиса.
Электрика и автоматика: слабое звено или скрытый потенциал?
Традиционно считается, что слабое место — системы управления. Раньше так и было: простейшие шкафы с пускателями, а о ПЛК и частотных преобразователях речи не шло. Сейчас — палка о двух концах. С одной стороны, даже на относительно недорогие мельницы ставят частотники для плавного пуска и регулировки скорости вращения барабана. Это огромный плюс для оптимизации помола. С другой — качество этих частотников и, главное, их настройка оставляют желать лучшего.
Был у меня опыт с мельницей для помола кварцевого песка. Частотник стоял китайский, но известной марки (Inovance). Проблема была не в нем, а в том, что на заводе-изготовителе его запрограммировали по шаблону, не учитывая высокую инерционность загруженного барабана. При остановках случались рывки, страдала редукторная передача. Пришлось звонить их техотделу, долго объяснять, в итоге они прислали новые параметры разгона/торможения. После настройки всё встало на свои места.
Это к чему? К тому, что сегодня технология сухого помола в Китае — это часто не в железе, а в софте и в умении эту связку ?механика-электрика? грамотно свести. Заводы, которые это понимают, вырываются вперед. Они готовы не просто отгрузить оборудование, но и вести удаленную диагностику, обновлять программы. Их сайты, как, например, sdqs.ru, уже не просто визитки, а порталы с технической документацией, каталогами запчастей и форумами для обсуждения проблем. Это другой уровень.
Практический кейс: когда ?дешево? обернулось дорого
Хочу привести пример неудачи, который многому научил. Заказчик хотел максимально сэкономить на линии по производству минерального порошка. Купил по бросовой цене сухую мельницу у малоизвестного сборщика. Мельница, в общем-то, работала. Но КПД был катастрофически низким. Удельный расход электроэнергии зашкаливал за 45 кВтч/т при планируемых 32.
Когда мы разобрали ситуацию, оказалось, что там стоял неоптимальный редуктор (слишком высокое передаточное число), барабан был не сбалансирован (вибрация съедала энергию), а главное — конструкция загрузочной и разгрузочной цапфы создавала ненужное сопротивление вращению. То есть, собрали из более-менее подходящих деталей, но без расчета на общую энергоэффективность. Это классический пример отсутствия собственной технологии. В итоге заказчик за два года переплатил за электричество больше, чем стоила бы изначально хорошая мельница от проверенного производителя, того же Шаньдун Цянь Шэн, у которых в штате есть те самые инженеры со средним и высшим профессиональным званием, способные такой расчет провести.
Вывод горький, но очевидный: в оборудовании для сухого помола начальная экономия часто иллюзорна. Платить придется либо деньгами позже, либо нервами и простоем.
Куда дует ветер: тенденции и личные наблюдения
Сейчас вижу несколько четких трендов. Первый — модульность. Всё чаще предлагают не просто мельницу, а готовый модуль ?мельница-сепаратор-фильтр-транспорт? на общей раме. Это снижает затраты на монтаж и пусконаладку на месте. Второй — внимание к удельной энергоемкости. Это уже не просто строчка в паспорте, а ключевой параметр, который клиенты требуют гарантировать по контракту.
И третий, самый важный — гибкость. Современные сухие мельницы проектируют с учетом возможности помола разных материалов (от известняка до шлака) с минимальной переналадкой. Это достигается сменными футеровками, регулируемыми сепараторами и адаптивными системами управления. Вот это, на мой взгляд, и есть высшее проявление отработанной технологии — когда оборудование не просто выполняет одну функцию, а является инструментом, подстраивающимся под меняющиеся условия бизнеса.
Так что, возвращаясь к заглавному вопросу. Да, в Китае есть и откровенная подделка под технологию. Но есть и настоящие, живые разработки, особенно в сегменте надежного и эффективного оборудования среднего класса. И отличаются они не страной происхождения, а глубиной инженерной проработки, вниманием к мелочам и готовностью нести ответственность за работу агрегата в реальных, а не идеальных условиях. Выбирать нужно именно такие. Всё остальное — дорогая игрушка.